")
Innehållsförteckning:
- Steg 1: Delar och material krävs
- Steg 2: Tryckta delar
- Steg 3: Ta bort DVD -enhetens stegmekanism
- Steg 4: Förbered reglaget
- Steg 5: Montering av glidskenorna för Y-axeln
- Steg 6: Montering av skjutreglagen för X-axeln
- Steg 7: Anslutning av stegmotorer
- Steg 8: Kamma X- och Y -axeln
- Steg 9: Elektroniken
- Steg 10: Montering av elektroniken till ram
- Steg 11: Justera Stepper Driver Current
- Steg 12: Lasermontering
- Steg 13: Förbered dig
- Steg 14: GRBL -firmware
- Steg 15: Programvara för att skicka G-KOD
- Steg 16: Justera systemet
- Steg 17: Trästick
- Steg 18: Tunt pappersskär
- Steg 19: Vinylklippning och tillverkning av egna klistermärken
- Författare John Day day@howwhatproduce.com.
- Public 2024-01-30 12:45.
- Senast ändrad 2025-01-23 15:11.

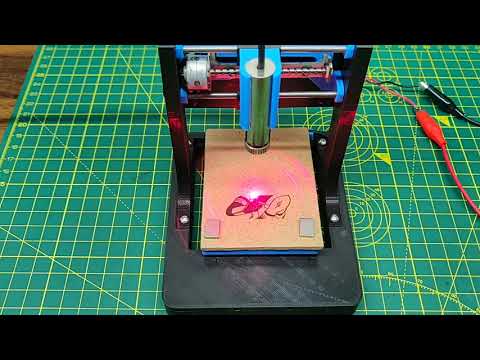

Detta är en instruktion om hur jag remixade min gamla CNC -lasergraverare och gjorde en stabil version av en Arduino -baserad laser -CNC -graver och tunn pappersskärare med gamla DVD -enheter och med 250mW laser.
Gammal version av My CNC:
Den gamla versionen var inte mycket stabil och hade lite vinglar på grund av ojämna delar, så jag bestämde mig för att göra en stabil version av den med hjälp av 3D -tryckta delar. Vilket gav mig utmärkta resultat i lasergravering även i mycket små detaljer, den här maskinen är en kabel för att göra jobbet bra. Du kan se detaljerna i ögat på den graverade bilden.
Lekområdet är max 40 mm x 40 mm.
Steg 1: Delar och material krävs
- Arduino Nano (med USB -kabel)
- 2x DVD -enhet stegmekanism
- 2x A4988 stegmotor förarmoduler (eller GRBL -sköld)
- 250mW Laser med justerbart objektiv (eller högre)
- 12v 2Amps strömförsörjning minimum
- 1x IRFZ44N N-KANAL Mosfet
- 1x 10k motstånd
- 1x 47ohm motstånd
- 1x LM7805 spänningsregulator (med kylfläns)
- Tomt kretskort
- Manliga och kvinnliga rubriker
- 2,5 mm JST XH-stil
- 2 -stifts hankontakt
- 1x 1000uf 16v kondensator Bygelkablar
- 8x små neodymmagneter (som jag har räddat från DVD -objektivmekanism)
- 1x 2 -polig kontakt i skruvplintanslutning
- Dragkedjor (100 mm)
- Superlim
- 6x M3x12 skruvar
- 8x M2x5 skruvar
- Lasersäkerhetsglasögon
"LASER SÄKERHETSGLAS är nödvändiga i detta projekt".
Steg 2: Tryckta delar

STL -filer, se den bifogade filen eller gå till:
Alla delar är tryckta i ABS -material.
Utskriftsinställningar: Lagerhöjd: 0,2 mm
Fyllning: <25%
Stöder: Nej
Steg 3: Ta bort DVD -enhetens stegmekanism


Två DVD-drivmekanismer krävs, en för X-axeln och den andra för Y-axeln. Med en liten Phillips-skruvmejsel tog jag bort alla skruvar och fristående stegmotor, glidskenorna och följaren. Stegmotorerna är 4-polig bipolär stegmotor.
Den lilla storleken och låga kostnaden för en DVD -motor gör att du inte kan förvänta dig hög upplösning från motorn. Det tillhandahålls av ledningsskruven. Dessutom gör inte alla sådana motorer 20 steg/varv. 24 är också en vanlig specifikation. Du måste bara testa din motor för att se vad den gör.
Procedur för att beräkna upplösningen för CD -driven stegmotor:
För att mäta stegmotorns CD/DVD -driven upplösning användes en digital mikrometer. Avståndet längs skruven mättes. Skruvens totala längd med en mikrometer, som visade sig vara 51,56 mm. För att bestämma blyvärdet som är avståndet mellan två intilliggande gängor på skruven. Trådarna räknades till 12 trådar inom detta avstånd. Bly = avståndet mellan intilliggande trådar = (total längd / antal trådar = 51,56 mm) / 12 = 4,29 mm / varv. Stegvinkeln är 18 grader vilket motsvarar 20 steg/varv. Nu när all nödvändig information är tillgänglig kan stegmotorns upplösning beräknas enligt nedan: Upplösning = (Avstånd mellan angränsande trådar)/(N Steg/varv) = (4,29 mm/varv)/(20 steg/varv) = 0,214 mm/steg. Vilket är 3 gånger bättre upplösningen som krävs, vilket är 0,68 mm/steg.
Steg 4: Förbered reglaget



Med Super Glue har jag limmat reglaget och guiden i en del. Fjäder är fäst för att bibehålla spänningen mellan styrningen och ledningsskruven för att undvika svart-frans.
Steg 5: Montering av glidskenorna för Y-axeln



Innan jag monterade reglaget i basen har jag limmat 4x små neodymmagneter (som jag har räddat från DVD-objektivmekanism) i X-plattan. Denna magneter hjälper till att hålla arbetsstycket vid arbetsområdet.
Den släta stången håller glidmekanismen intakt mot basen.
Steg 6: Montering av skjutreglagen för X-axeln



Här, med hjälp av superlim och skruv, har jag fäst styrmekanismen på laserhuset.
Fäst stegmotorn på platsen med hjälp av skruvarna och satte sedan in de släta stavarna och styrdelen i hålen genom att tänka på att reglaget rör sig fritt inte för hårt. Och fäst sidorampelarna på den.
Steg 7: Anslutning av stegmotorer



För stegmotorerna har jag använt gammal usb -kabel, eftersom den har 4 trådar inuti och har ett lock på den, och den är mer flexibel och lätt att arbeta med.
Använd kontinuitetsläge i Multimeter bestämma bestäm 2 Coil, Coil A och Coil B.
Jag gjorde 2 par tråd genom att välja färger, ett par för spolen A och andra för spolen B.
Lödde dem och använde värmekrymprör på det.
Steg 8: Kamma X- och Y -axeln


Med 4x M3x12 skruvar kombinerade basen och två sidoramen till en enhet.
Steg 9: Elektroniken



Delar som används för föraren är:
- Arduino Nano.
- 2x A4988 Stegmotordrivrutiner.
- 1x IRFZ44N N-KANALMOSFET.
- 1x LM7805 Spänningsregulator med kylfläns.
- 1x 47ohm och 1x 10k motstånd.
- 1x 1000uf 16V kondensator.
- 1x 2,5 mm JST XH-Style 2-stifts hankontakt.
- MALE och FEMALE Header Pins.
- 1x (20 mm x 80 mm tom PCB).
I GRBL är de digitala och analoga stiften av Arduino reserverade. "Steg" -stiftet för X- och Y -axlarna är fästa på digitala stift 2 respektive 3. "Dir" -stiftet för X- och Y -axlarna är fästa på digitala stift 5 respektive 6. D11 är för laser Enable. Arduino får ström via USB -kabeln. A4988 -drivrutinerna via extern strömkälla. Alla mark delar gemensamma anslutningar. VDD på A4988 är ansluten till 5V i Arduino. Lasern jag har använt körs på 5V och har inbyggd konstant strömkrets. För den konstanta 5V -källan från den externa strömförsörjningen används LM7805 spänningsregulator. Kylfläns är obligatorisk. IRFZ44N N-CHANNEL MOSFET fungerar som en elektronisk omkopplare när den tar emot digital hög signal från stift D11 på Arduino. OBS: 5V från Arduino nano kan inte användas eftersom lasern drar mer än 250mA och Arduino Nano kan inte leverera så mycket ström.
Konfigurera mikrosteg för varje axel.
MS0 MS1 MS2 Microstep -upplösning.
Låg Låg Låg Hel steg. Hög Låg Låg Halvsteg.
Låg Hög Låg Kvartalssteg.
Hög Hög Låg Åttonde steget.
Hög Hög Hög Sextonde steg.
De tre stiften (MS1, MS2 och MS3) är för att välja en av de fem stegs upplösningarna enligt sanningsbordet ovan. Dessa stift har interna neddragningsmotstånd, så om vi lämnar dem frånkopplade fungerar kortet i fullstegsläge. Jag har använt den 16: e stegskonfigurationen för smidig och brusfri. De flesta (men absolut inte alla) stegmotorer gör 200 hela steg per varv. Genom att korrekt hantera strömmen i spolarna är det möjligt att få motorn att röra sig i mindre steg. Pololu A4988 kan få motorn att röra sig i 1/16 steg - eller 3, 200 steg per varv. Den största fördelen med mikrosteg är att minska rörelsens grovhet. De enda helt exakta positionerna är fullstegspositionerna. Motorn kommer inte att kunna hålla ett stillastående läge vid ett av mellanlägena med samma lägesnoggrannhet eller med samma hållmoment som vid fullstegspositionerna. Generellt sett bör höga steg användas när höga hastigheter krävs.
Steg 10: Montering av elektroniken till ram


Monterade förarkortet på bakplattan med 2x M2 -skruvar och på maskinens ram med 2x M3x12 -skruvar. Anslutna anslutningarna för Steppmotorerna X, Y och lasern.
Steg 11: Justera Stepper Driver Current


För att uppnå höga steghastigheter är motorförsörjningen vanligtvis mycket högre än vad som skulle vara tillåtet utan begränsning av aktiv ström. Till exempel kan en typisk stegmotor ha en maximal strömstyrka på 1A med ett 5Ω spolmotstånd, vilket skulle indikera en maximal motorförsörjning på 5 V. Att använda en sådan motor med 12 V skulle möjliggöra högre steghastigheter, men strömmen måste aktivt begränsas till under 1A för att förhindra skador på motorn. A4988 stöder sådan aktiv strömbegränsning, och trimmerpotentiometern på kortet kan användas för att ställa in strömgränsen. Ett sätt att ställa in strömgränsen är att sätta föraren i fullstegsläge och mäta strömmen som går genom en enda motorspole utan att klocka på STEP-ingången. Den uppmätta strömmen kommer att vara 0,7 gånger strömgränsen (eftersom båda spolarna alltid är på och begränsade till 70% av den aktuella gränsinställningen i fullstegsläge). Observera att ändring av logikspänningen, Vdd, till ett annat värde kommer att ändra den aktuella gränsinställningen eftersom spänningen på "ref" -stiftet är en funktion av Vdd. Ett annat sätt att ställa in strömgränsen är att mäta spänningen direkt ovanpå potentiometern och beräkna den resulterande strömgränsen (strömavkänningsmotstånden är 0,1Ω). Strömgränsen avser referensspänningen enligt följande: Strömgräns = VREF × 1,25 Så, till exempel, om referensspänningen är 0,6 V, är strömgränsen 0,75A. Som nämnts ovan, i fullstegsläge, är strömmen genom spolarna begränsad till 70% av strömgränsen, så för att få en helstegsspolström på 1A bör strömgränsen vara 1A/0,7 = 1,4A, vilket motsvarar till en VREF på 1,4A/1,25 = 1,12 V. Se A4988 -databladet för mer information. Obs: Spolströmmen kan skilja sig mycket från strömförsörjningsströmmen, så du bör inte använda den ström som mäts vid strömförsörjningen för att ställa in strömgränsen. Lämplig plats att placera din nuvarande mätare är i serie med en av dina stegmotorspolar.
Steg 12: Lasermontering



Lasern jag har använt är Focusable Laser Module 200-250mW 650nm. Det yttre metallhuset fungerar som en kylfläns för laserdioden. Den har fokuserbart objektiv för justering av laserpunkten. Anslut lasertrådsterminalen till laseruttaget på förarkortet.
Du kan få en här.
Steg 13: Förbered dig


Lås arbetsstycket på arbetsbädden med fyra små neodymmagneter och ställ in X- och Y-axeln till utgångsläge (hem). Slå på drivrutinen via extern strömkälla och Arduino Nano till datorn via en USB A till USB Mini B -kabel.
Driv också kortet genom en extern strömkälla.
SÄKERHET FÖRSTA LASER SÄKERHETSglasögon MÅSTE BEHÖVAS
Steg 14: GRBL -firmware



- Ladda ner GRBL, här
- Extrahera mappen grbl-master på skrivbordet, du hittar den i filen master.zip
- Kör Arduino IDE
- På menyn i programfältet väljer du: Sketch -> #include Library -> Add Library from file. ZIP
- Välj mappen grbl som du hittar i mappen grlb-master och klicka på Öppna
- Biblioteket är nu installerat och IDE -programvaran visar dig detta meddelande: Biblioteket läggs till i ditt bibliotek. Kontrollera menyn "Bibliotek Inkludering".
- Öppna sedan ett exempel som heter "grbl upload" och ladda upp det till ditt arduino -kort.
Steg 15: Programvara för att skicka G-KOD



Vi behöver också en programvara för att skicka G-kod till CNC för att jag har använt LASER GRBL
LaserGRBL är en av de bästa Windows GCode -streamerna för DIY lasergraverare. LaserGRBL kan ladda och strömma GCode -vägen till arduino, samt gravera bilder, bilder och logotyp med internt konverteringsverktyg.
LASER GRBL Ladda ner.
LaserGRBL söker ständigt efter COM -portar som finns på maskinen. I portlistan kan du välja vilken COM -port som ditt styrkort är anslutet till.
Välj rätt överföringshastighet för anslutningen enligt din maskinvarukonfiguration (standard 115200).
Grbl -inställningar:
$$ - Visa Grbl -inställningar
För att se inställningarna, skriv $$ och tryck på enter när du har anslutit till Grbl. Grbl ska svara med en lista över de aktuella systeminställningarna, som visas i exemplet nedan. Alla dessa inställningar är ihållande och förvaras i EEPROM, så om du stänger av laddas dessa upp igen nästa gång du startar din Arduino.
$ 0 = 10 (stegpuls, usec)
$ 1 = 25 (steg inaktiv fördröjning, msek)
$ 2 = 0 (stegport -inverteringsmask: 00000000)
$ 3 = 6 (dir port invert mask: 00000110)
$ 4 = 0 (stegaktivera invertera, bool)
$ 5 = 0 (gränspinnar invertera, bool)
$ 6 = 0 (sondstift invertera, bool)
$ 10 = 3 (statusrapportmask: 00000011)
$ 11 = 0,020 (korsningsavvikelse, mm)
$ 12 = 0,002 (bågtolerans, mm)
$ 13 = 0 (rapportera tum, bool)
$ 20 = 0 (mjuka gränser, bool)
$ 21 = 0 (hårda gränser, bool)
$ 22 = 0 (homingcykel, bool)
$ 23 = 1 (homing dir invert mask: 00000001)
$ 24 = 50.000 (matningsfoder, mm/min)
$ 25 = 635.000 (homing seek, mm/min)
$ 26 = 250 (homing debounce, msek)
$ 27 = 1.000 (homing pull-off, mm)
$ 100 = 314,961 (x, steg/mm)
$ 101 = 314,961 (y, steg/mm)
$ 102 = 314,961 (z, steg/mm)
$ 110 = 635.000 (x maxhastighet, mm/min)
$ 111 = 635.000 (y max hastighet, mm/min)
$ 112 = 635.000 (z max hastighet, mm/min)
$ 120 = 50.000 (x accel, mm/sek^2)
121 = 50.000 (y accel, mm/sek^2)
$ 122 = 50.000 (z accel, mm/sek^2)
$ 130 = 225.000 (x max resa, mm)
$ 131 = 125.000 (y max resa, mm)
$ 132 = 170.000 (z max resa, mm)
Steg 16: Justera systemet



Här kommer den svåraste delen av projektet.
-Justera laserstrålen till den minsta möjliga pricken på arbetsstycket. Detta är den svåraste delen som kräver tid och tålamod med hjälp av spår- och felmetod.
-Tweaking GRBL -inställningarna för $ 100, $ 101, $ 130 och $ 131
Min inställning för GRBL är $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Jag försökte gravera en kvadrat med 40 mm sidor och efter så många fel och justering av inställningen för grbl får jag rätt 40 mm linje graverad från både X- och Y-axeln. Om upplösningen för X och Y-Axis inte är densamma kommer bilden att skala åt båda hållen.
Tänk på att inte alla stegmotorer från DVD -enheter är desamma.
Det är en lång och tidskrävande process men resultaten är så tillfredsställande när de justeras.
LaserGRBL användargränssnitt.
- Anslutningskontroll: här kan du välja seriell port och rätt baudhastighet för anslutning, enligt grbl -firmware -konfiguration.
- Filkontroll: den här showen laddade filnamnet och graveringsprocessens framsteg. Den gröna “Play” -knappen startar programkörningen.
- Manuella kommandon: du kan skriva vilken G-kodrad som helst och trycka på "enter". Kommandon skickas till kommandokön.
- Kommandologg och kommando -returkoder: visa kommandon som är kontrollerade och deras körstatus och fel.
- Joggningskontroll: möjliggör manuell positionering av lasern. Vänster vertikal skjutreglage för rörelsehastighet, höger reglage för stegreglage.
- Graveringsförhandsvisning: detta område visar förhandsgranskning av det sista arbetet. Under graveringen visar ett litet blått kryss aktuell laserposition vid körning.
- Grbl reset/homing/unlock: de här knapparna skickar kommandot soft-reset, homing och unlock till grbl board. Till höger om upplåsningsknappen kan du lägga till några användardefinierade knappar.
- Feed hold and resume: de här knapparna kan avbryta och återuppta programkörning genom att skicka Feed Hold eller Resume -kommandot till grbl board.
- Linjeantal och tidsprojektion: LaserGRBL kan uppskatta programmets körtid baserat på verklig hastighet och jobbframsteg.
- Åsidosätter status och kontroll: visa och ändra faktisk hastighet och effektöverträdelse. Åsidosättningar är en ny funktion i grbl v1.1 och stöds inte i äldre version.
Steg 17: Trästick




Rasterimport låter dig ladda en bild av något slag i LaserGRBL och vrida den GCode -instruktioner utan att behöva annan programvara. LaserGRBL stöder foton, clipart, blyertsteckningar, logotyper, ikoner och försök att göra det bästa med någon form av bild.
Det kan återkallas från "Arkiv, Öppna fil" -menyn genom att välja en bild av typen jpg,-p.webp
Inställningen för gravering är annorlunda för alla material.
Definiera graveringshastigheten per mm och Kvalitetslinjer per mm Video Bifogad är tidsförloppet för hela processen.
Steg 18: Tunt pappersskär

Denna 250 mW laser kan också klippa tunna papper, men hastigheten bör vara mycket låg, dvs. inte mer än 15 mm/min och laserstrålen bör justeras ordentligt.
Video bifogad är tidsförloppet för hela processen.
Steg 19: Vinylklippning och tillverkning av egna klistermärken


Jag har gjort ett eget vinylklistermärke. Boarderhastigheten ändras med avseende på färgen på vinylen som används.
Mörka färger är lätta att arbeta med medan de ljusare färgerna är lite knepiga.
Bilderna ovan visar hur du använder vinylklistermärken som är gjorda med CNC.
Men kom ihåg att brinnande vinyl frigör cancerframkallande ångor. De luktar riktigt illa.
♥ Särskilt tack till GRBL -utvecklarna:)
Jag hoppas att du gillade det här projektet, meddela mig i kommentarerna om du har några frågor, jag skulle också vilja se foton på dina CNC -maskiner!
Tack!! för ert stöd.
Rekommenderad:
Hur man gör mini CNC -maskin: 11 steg (med bilder)
")
Hur man gör Mini CNC -maskin: Hej alla hoppas att ni gör det bra. Jag är här med ett annat väldigt coolt projekt som du kan bygga med lite skrot/ använda delar av datorn. I denna instruktionsbok ska jag visa dig hur du kan göra en mini CNC -maskin hemma från den gamla DVD -skrivaren
Hur man gör en anpassad kretskort med en lasergraverare med låg effekt: 8 steg (med bilder)
")
Hur man gör ett anpassat kretskort med en lasergraverare med låg effekt: När det gäller att göra en hemlagad kretskort kan du hitta flera metoder online: från det mest rudimentära, med bara en penna, till det mer sofistikerade med 3D -skrivare och annan utrustning. Och denna handledning faller på det sista fallet! I det här projektet ska jag
DIY billig och robust lasergraverare: 15 steg (med bilder)
")
DIY billig och robust lasergraver: I denna instruktionsbok kommer jag att visa dig hur jag gjorde min egen DIY lasergraverare för mycket billigt. De flesta delarna räddas antingen från gamla saker eller är väldigt billiga. Detta är ett mycket intressant projekt för alla elektronikhobbyister. Denna gravör w
Mini CNC -lasergraver och laserskrivare: 18 steg (med bilder)
")
Mini CNC -lasergraver och laserpapperskärare: Detta är en instruktion om hur jag gjorde en Arduino -baserad laser -CNC -trägraver och tunn pappersskärare med gamla DVD -enheter, 250mW laser. Lekområdet är max 40 mm x 40 mm. Är det inte roligt att göra en egen maskin av gamla saker?
Arduino Mini CNC -plotter (med Proteus Project & PCB): 3 steg (med bilder)
: 3 steg (med bilder)")
Arduino Mini CNC Plotter (With Proteus Project & PCB): Denna arduino mini CNC eller XY plotter kan skriva och göra mönster inom intervallet 40x40mm. Ja detta intervall är kort, men det är en bra början att hoppa in i arduino världen. [Jag har gett allt i det här projektet, även PCB, Proteus File, exempeldesign och